(0532) 8678-5015
qdxctimes@qdxctimes.com
塑机是塑料成型机的一种,目前电液伺服已成为该类设备的标准配置。XCTIMES电液伺服在该领域已经耕耘了15余年。
压力流量双闭环* 系统压力、流量双闭环,液压系统按照实际需要的流量和压力来供油,克服了普通定量泵系统高压溢流产生的高能耗
专用功能* 简便的增益调整及增益切换功能,支持4组增益设定,可以通过IO输入,通讯或内部变量进行增益切换,以适应工艺过程中的灵活需求* 快速升压速度和压力PI调整功能,泄压压力,速度PI调整功能* 1.4倍过载时间5分钟,2倍过载时间30秒,流量响应和压力响应性能更好
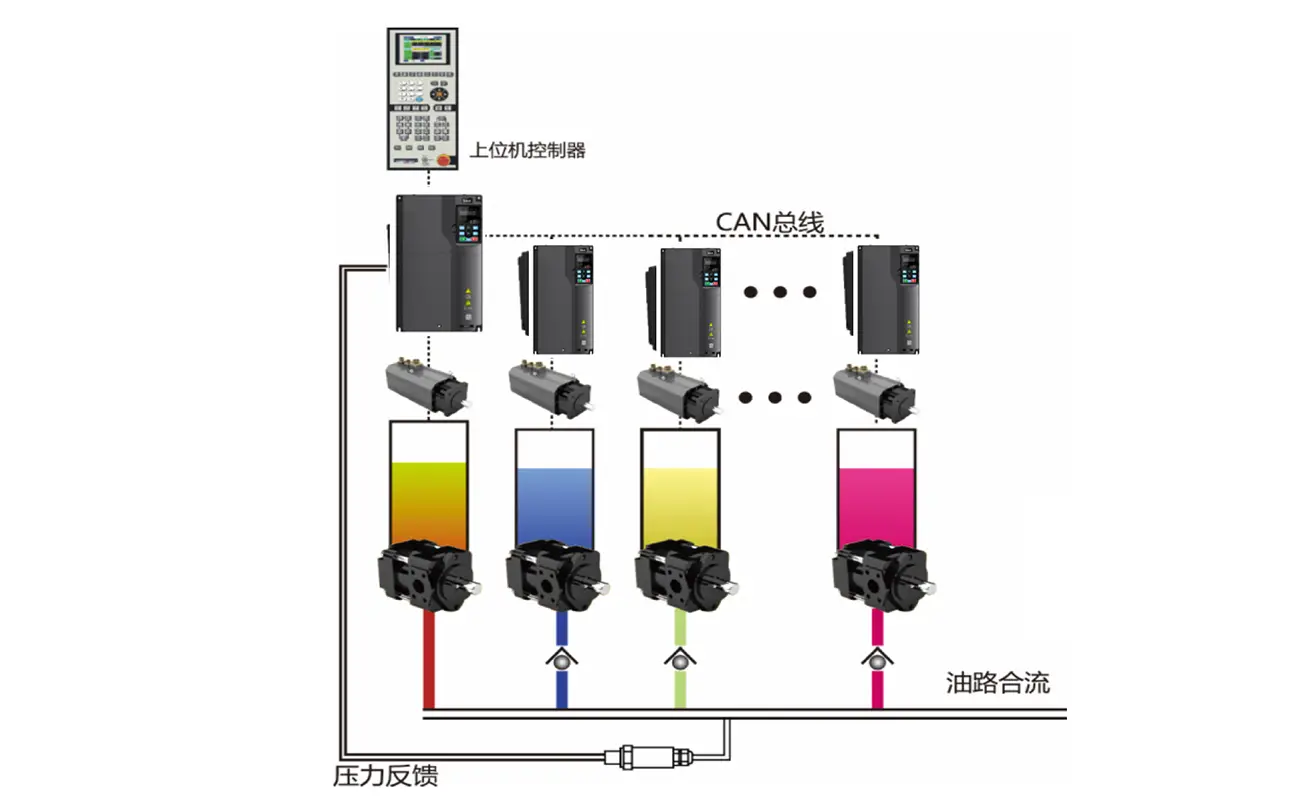
节能降耗,降本增效* 多泵合流控制,可设置油泵切入速度,小流量工作时,从泵停止工作,节能运行* 高性能矢量控制, IPM电机的MTPA控制,实现精益高效,节能环保的品质
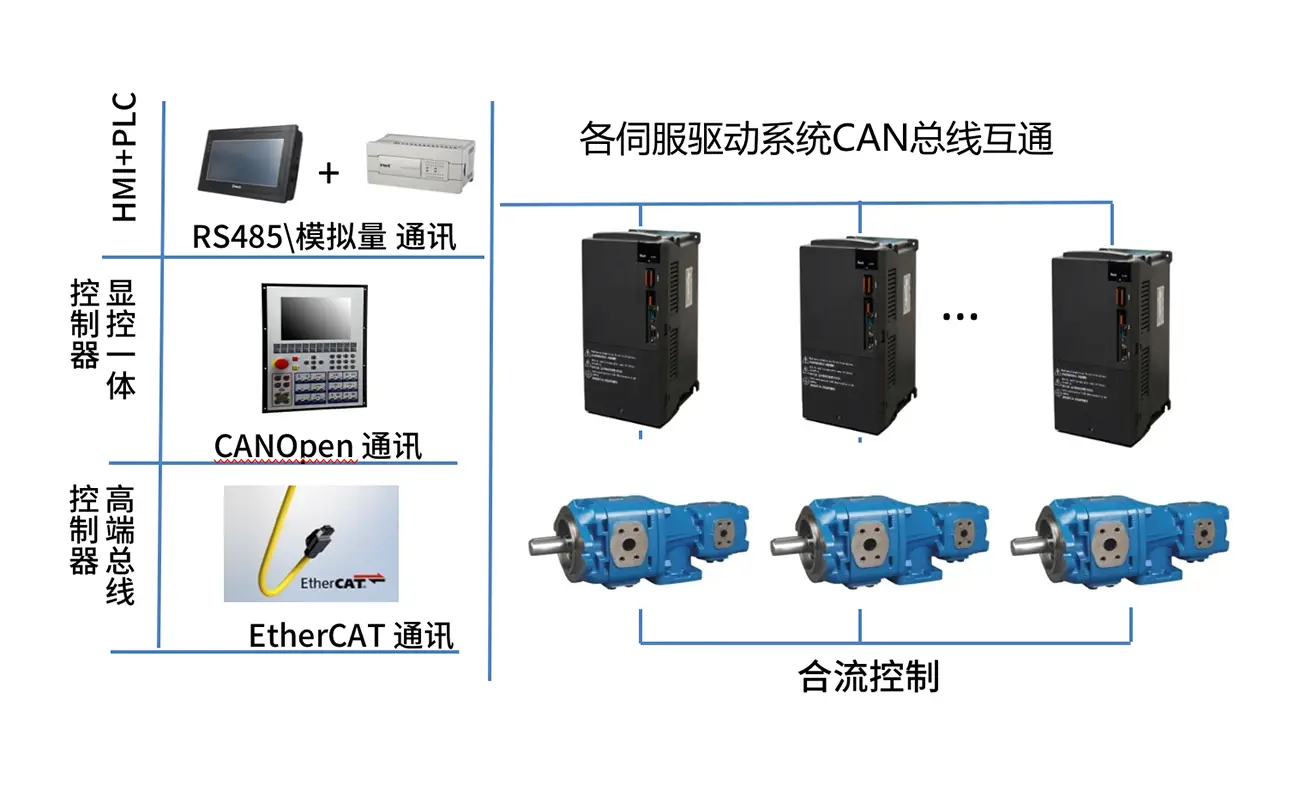
满足多种的通讯接口支持* 可适配Modbus EtherCAT PROFINET等总线通讯协议* 支持内嵌式LED、手持式HMI和个人电脑SCM软件调试,任意选择,方便快捷
XCTIMES通过伺服控制,取消待机泄荷,大大减少能耗。不但能实现普通油压机主缸快速下行、回程,慢速工作行程、保压、快速回程以及辅助缸上行、下行等工作模式,且工作行程的主缸速度、压力可进行实时控制。
多段PID实现方案* 油压机在主缸下降时对系统速度响应及油压过压两个指标要求很高,主缸快下时需要油泵速度稳定,响应迅速,减小系统油压变化对速度控制的影响,但在主缸慢下转保压过程时会产生较大的压力过冲,用一段压力比例和积分增益很难兼顾两个动作的控制要求。* 英威腾电液伺服驱动器具备多段PID调制模式(最多可分7段),在油压机上通常采用两段压力比例和积分增益,主缸慢下和保压动作用一段专用的压力比例及增益,在切换PI参数时触发PI控制器退出饱和,使主缸慢下转保压压力超调减小,满足工艺要求。主缸快下及其它动作共用一段压力比例和积分增益参数,加快油泵速度上升速率,同时减小系统油压变化对油泵速度的影响,提高系统稳定性。
同轴双联齿轮泵应用* 可采用同轴双联齿轮泵进行配套,在压力较小工艺状态时,两个泵同时输出流量提供速度,在主缸由快下转为慢下/保压阶段时,切换成单泵进行加压,另一路泵无载泄露,大幅降低加压及保压状态下的系统负载,同时达到更节电的效果
金属热成型机的一种,主要制品为铝及铝合金制品。将熔化的铝液高速高压入模腔内冷却成型。因该类设备有较长的保压冷却时间,所以电液伺服的节能优势非常明显,基本都可达到35%~60%;同时该类设备使用环境比较恶劣,脱模剂和金属粉尘在空气中混合成油泥,所以伺服系统需要使用密封性和散热性更好的油冷方案。
封装散热* 液冷伺服电机采用航空铝T5处理,体积轻盈,强度高,导热性能好,由辐射小、寿命长的钕铁硼永磁材料构成。由于采用细长型结构,电机转子的转动惯量小,动态响应更快,同时电机的运行噪声更低,符合国家高标准的节能环保要求* 国际领先的盘管式冷却机体技术,独有的液压回油循环冷却方式,散热效果好,成本低* 浸入式冷却技术,冷却效果佳,噪声低,且有效节省空间。低转子惯量,响应速度快
节能降耗,降本增效* 伺服系统根据工艺需求实时调节功率输出,节电效果15%~70%* 降低油温,由于极大的降低油路系统无功泄漏,液压油温大幅降低
传统液压转盘操作方式,需人工调整转盘的减速段后方能使转盘平稳到达指定工位。而不同的压力流量下,减速段的位置往往不同,因此整个调整过程相当费时费力。
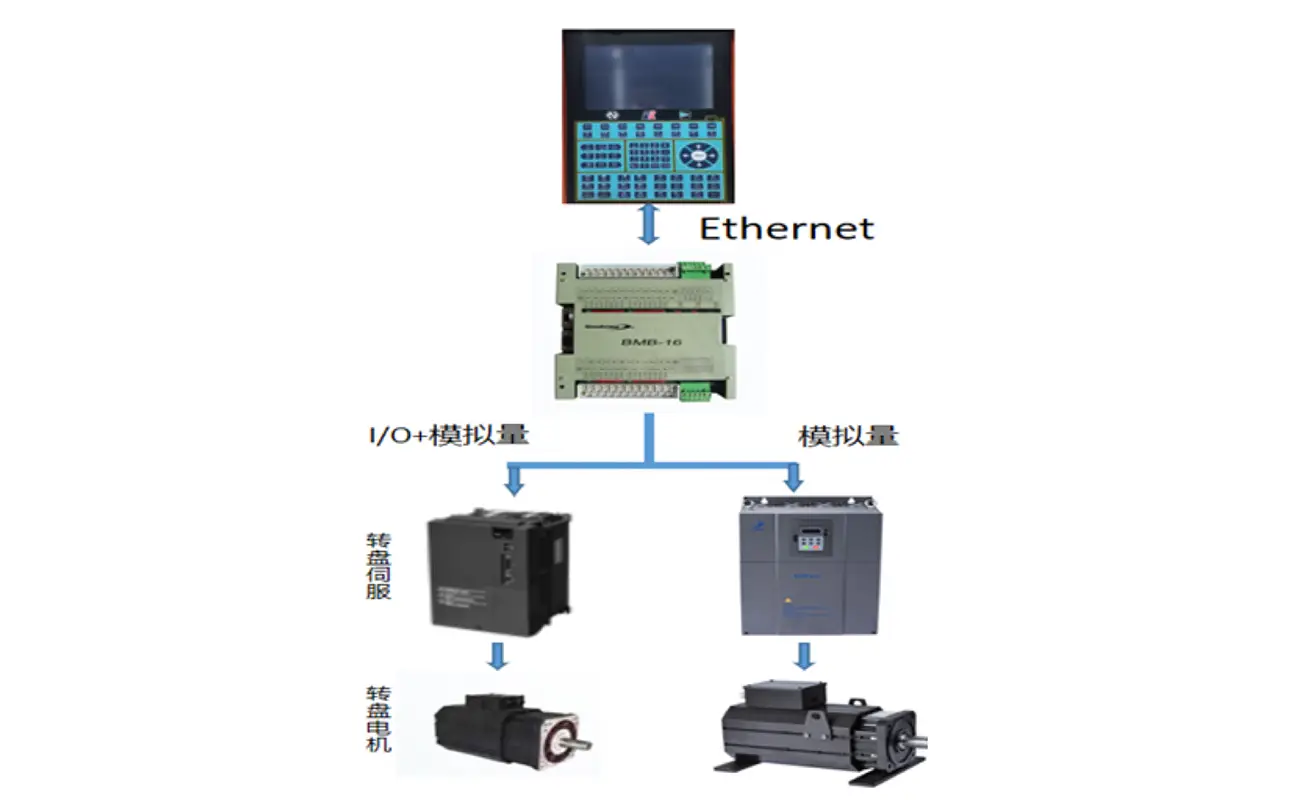
针对此技术难点,XCTIMES DA200伺服驱动器搭配大惯量电机实现位置控制,通过模拟量控制转盘速度,开关量来控制位置伺服内置点位定位,从而实现系统高精密、高适应性、快速、稳定、易操作等性能优势。
使用DA200伺服内部回原点功能找原点。一般为找到原点开关往回找Z信号,后接一段路径进行偏移,只是对于初次安装,后面机械没有拆动就可以记忆。
通过参数修改距离点位距离、模拟量给定速度参数。通过IO触发路径。
使用绝对位置模式,这样在点位停止打断后,可继续向左或向右走到固定工位。寸动功能也由此实现。