熔喷布
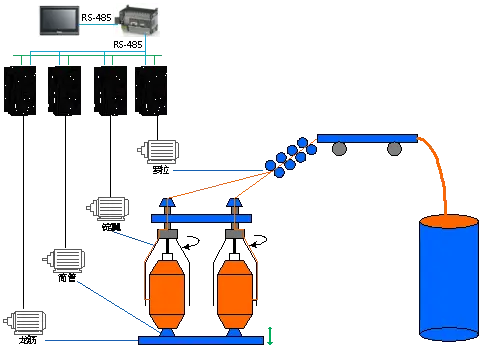
熔喷设备是利用高速热空气流对模头喷丝孔挤出的聚合物熔体细流进行牵伸,由此形成超细纤维并收集在凝网帘或滚筒上,同时自身粘合而成为熔喷法非织造布的设备。
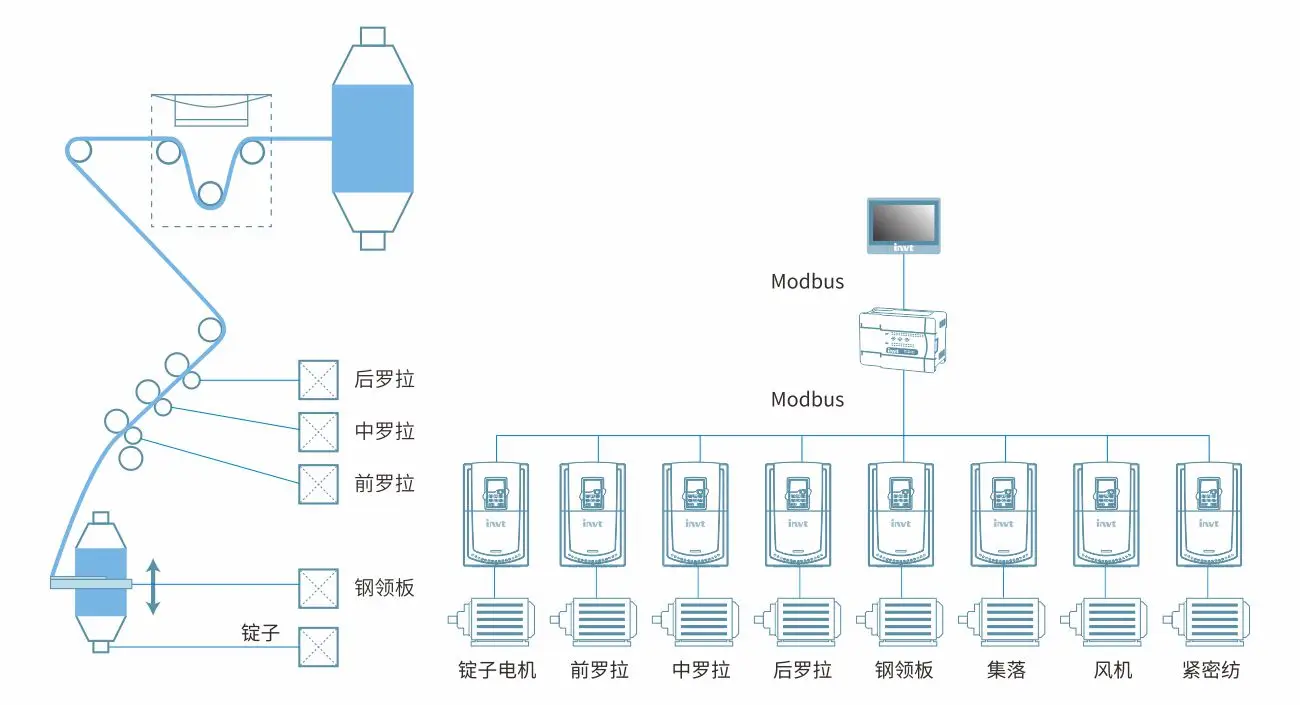
通过网络交换机, PLC与触摸屏、触摸屏进行MoudbusTCP组网通讯,其中10寸屏通过MoudbusRTU协议与26路温控表进行实时读写通讯用于温控加热PID控制,7寸屏通过MoudbusTCP协议与PLC进行收换卷控制,PLC分别通过MoudbusRTU、Canopen协议分别与变频器进行组网通讯。实现了产品在熔喷布生产线上的整套集成控制。并通过自主开发的温度安全保护机制、压力PID安全保护机制适应了熔喷行业连续运转不停机的行业专机特点,解决了熔喷线在高温高压长期运行下的安全问题,形成了一套独有的运行保障体系。
方案优势
- 1
提升产品品质,质量达到了N95以上水平;
- 2
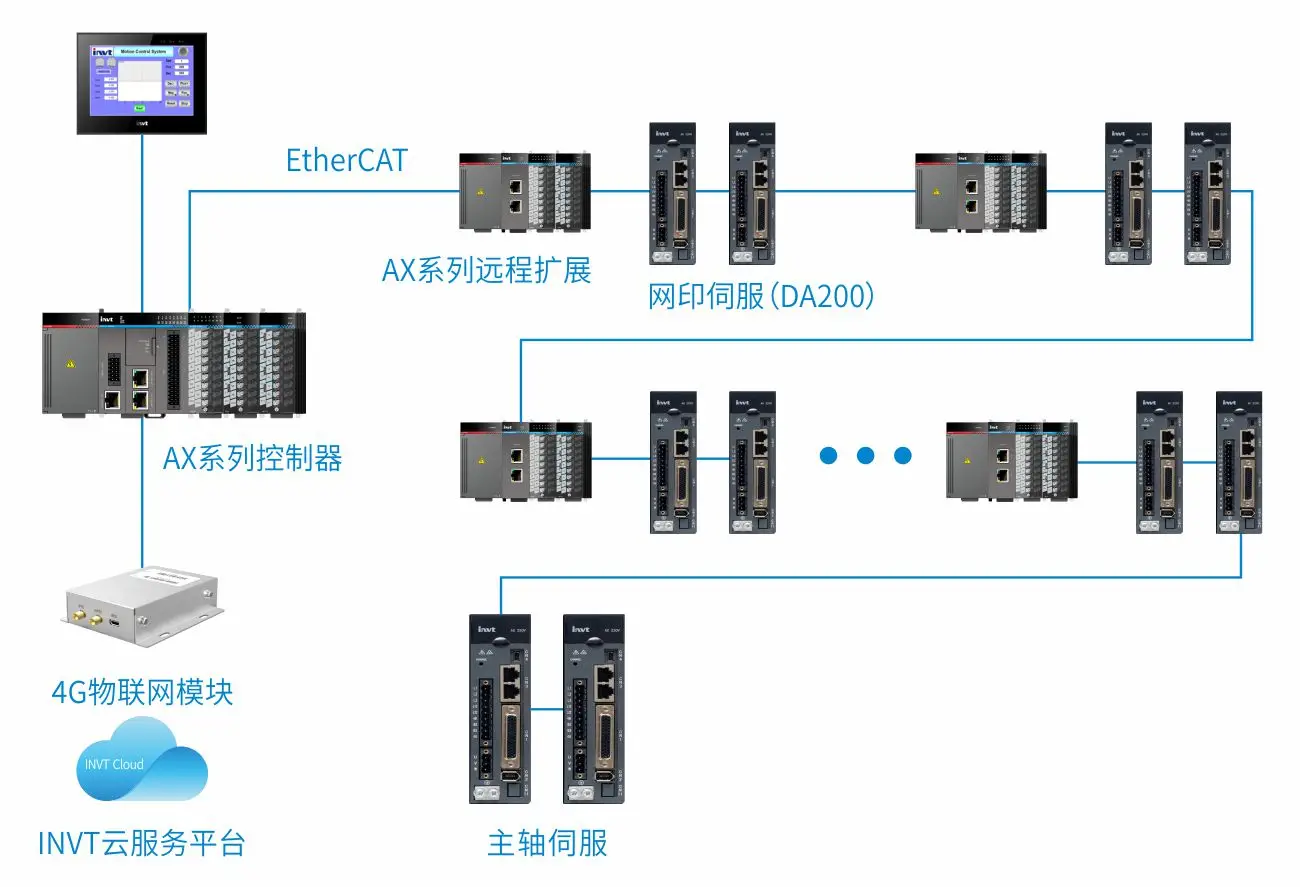
优良的控制特性,采用英威腾高性能IVC3系列PLC,集成CANOPEN功能,模拟量控制,处理速度快,运行稳定;
- 3
方便接线,本方案采用CANOEPN总线方案,控制器与各执行驱动器通过网线互联,节约大量接线,提高了生产效率;
- 4
温控安全,采用自主开发的多重软件与硬件相结合的安全保护策略,切实保障温控加热的安全稳定;
- 5
节省空间,采用模块化多传动集成变频,体积小,节约大量电柜空间,大大减少低压配电线路。